Газ маф что это такое – Метилацетилен-алленовая фракция, или МАФ-газ. Можно ли его применять как аналог ацетилена во всех процессах газопламенной обработки металлов? – Металлический форум
Сварочный газ МАФ | Сварка своими руками
Сварочный газ МАФ расшифровывается как метил-ацетиленовая фракция. Представляет собой смесь метилацетилена и аллен, с добавлением для безопасности изобутана/бутиленом, пропана, пропилена, бутодиена или других органическими соединений, составленных из углерода и водорода.
Его применение при при монтаже и ремонте позволило многим предприятиям значительно снизить затраты на проведение сварочных работ. В первую очередь им пользуются предприятия, которые специализируются на монтаже, жилищно-эксплуатационные хозяйства, фирмы, которые занимаются газопламенной обработкой и напылением, восстановлением и ремонтом деталей.
Кстати говоря, свойства газа не только позволяют сэкономить, но и значительно облегчают работу сварщика. Газ хорошо режет алюминий, нержавейку, медь и латунь. Благодаря повышенной способности интенсивно выделять тепло, увеличивается скорость реза.
120 кг бочки с ацетиленом хватает на месяц работы одного газосарщика, работающего каждый день в течение 8 –часового рабочего дня. А 19-тикилограммового баллона с МАФом хватает так же на месяц!
МАФ обладает резковыраженным запахом, по токсичности он относится к четвертой группе. При высоких концентрациях может вызвать анестезию общего действия. При этом он не оказывает вредного воздействия на слизистые оболочки, но попадание на открытые участки кожи может вызвать обморожения. в отличие от пропана и природного газа имеет высокую теплоотдачу как в первичной, так и вторичной зонах пламени и в результате имеет большую эффективную мощность по сравнению с другими газами. МАф имеет температуру сгорания близкую к ацетилену и сохраняет передачу большого количества тепла на нагреваемый металл на расстоянии 12 мм и более от самой точки пламени.
Первоначально был испробован и применен в качестве сварочного газа, затем по мере раскрытия его свойств его стали применять и для пайки, и для газового напыления, упрочнения детали. Во многих отраслях сейчас в Санкт-Петербурге работают предприятия.
В качестве заменителя ацетилена МАФ можно применять в разных видах газопламенной обработки металлов. Кстати, можно использовать одно и то же оборудование для обоих газов, так как МАФ фактически – это тот же самый ацетилен, только сжиженный. Давление его составляет 4- 6 атм, транспортируется и хранится в обычных баллонах для пропана
Настройка горелки и сварка
В помещении горелку зажигают открыв вентиль газа МАФ, затем кислородный, чтобы отрегулировать на нейтрально синее пламя. Вне помещения или для получения пламени без копоти открывают кислородный вентиль, зажигают смесь и регулировкой добиваются нейтрального пламени.
Сварка листового металла и труб толщиной менее 4 мм производится за один проход. Следует поддерживать расстояние между синим внутренним ядром пламени и ванной расплавленного металла порядка 1,5 мм. Сварочная ванна может быть получена при соприкосновении ядра пламени с поверхностью металла, однако ядро не должно касаться расплавленной ванны.
Сварка металла толщиной более 4 мм производится за два прохода: корневой валик и перекрывающий.
Преимущества
( для объективности о недостатках можно почитать здесь). В отличие от ацетилена рассматриваемая нами смесь менее взрывоопасная, более удобны условия его хранения и поставки. Температура горения всего на 80 градусов ниже, и не требуется большой предварительной подготовки (заряд регенератора, помывка). Качества шва точно такое же, как и при сварке ацетиленом. Единственное отличие, у него пламя подлиннее, скорость сгорания поменьше, поэтому держать горелку нужно чуть повыше – к этому просто нужно привыкнуть. В качестве присадки требуется низколегированная проволока.
Существуют и специальные горелки для газа МАФ. В чем их отличие: у них степень инжекции подобрана в заводских условиях и ее уровень ее не меняется, и настраивать не надо. Сварщик просто берет наконечник, ставит его в держатель, фиксирует на любой угол так, как ему удобно. Благодаря зубчатой фиксации наконечник не прокручивается и не перемещается.
При сравнении с работой на ацетилене, 1 баллон эквивалентен ( по объему выполненной работы) 6-8 баллонам ацетилена или 150 -200 килограмм карбида.
svarka-master.ru
Применение газа МАФ
Общие сведения и применение газа «МАФ»
В Беларуси, России и на Украине для кислородной сварки и резки металлов применяется газ «МАФ» (метилацетилен-алленовая фракция), относящийся к группе сжиженных газов. МАФ выпускается на ОАО «НАФТАН» завод «ПОЛИМИР» (г. Новополоцк, Беларусь) по ТУ 38.102.1267-89. Основными горючими компонентами, определяющими свойства газа «МАФ», являются метилацетилен и аллен (пропадиен). Так как указанные компоненты склонны к взрывному распаду их содержание в смеси ограничивается 76%. Остальные – 24% составляет пропан, пропилен и другие углеводородные газы, снижающие взрывоопасность «МАФ». По огне- и взрывоопасным свойствам он аналогичен пропану. По ТУ в смеси может содержаться не более 6% углеводородов С
Пределы взрывоопасности газа в смеси с воздухом (по объему) 2,3-11,9%, в смеси с кислородом 2,5-60%, температура самовоспламенения 454 ± 3 °С.
Давление насыщенного пара при T=20°С – 6,0 кгс/см, Т=50°С – 13,5 кгс/см2 (для пропан – бутана 9,0 кгс/см2 и 18,3 кгс/см2 соответственно). Предельное давление взрывного распада – 13,5 кгс/см2 при T=50°С, (для ацетилена – 1,35 кгс/см2 при T=50°С).
«МАФ» в соответствии с ГОСТ 12.1.007-76, по степени воздействия на организм относится к 4-му классу опасности (малотоксичные). Предельно допустимая концентрация (ПДК) паров «МАФ» в воздухе рабочей зоны 300 мг/м3. При контакте «МАФ» с медью и ее сплавами, содержащими более 65%> меди, могут образовываться взрывоопасные ацетилениды меди (опасность может возникнуть только при организации подачи МАФ по медным трубопроводам большой протяженности). По ТУ 38.102.1267-89 условия работы с «МАФ», транспортировка и хранение, соответствуют действующим требованиям и нормам для сжиженных газов (пропан-бутан).
Технические характеристики газа приведены в таблице 1.
В 70-х годах прошлого века в Европе и США начал применяться аналогичный газ «МАПП» (MAPP) (метилацетилен+пропадиен). Так как их смесь термодинамическая не стойкая, в состав МАПП также вводят газы-стабилизаторы. Свойства газов «МАФ» и «МАПП» очень близки между собой. В то же время содержание метилацетилена и пропадиена в газе МАПП значительно ниже, чем в газе МАФ, что обуславливает его сравнительно сниженные пиротехнические параметры.
Таблица 1.
|
Наимен |
QpH Ккал/м3 |
Уд вес кг/м3 |
Предел т-ра плам, °С, в смеси с: |
Термич к.п.д. относит |
Отнош кислор к горючему газу при норм пламени |
Теплота разлож молекул ккал/ кг. |
|
|
|
|
|
|
|
кислород |
воздух |
стали |
меди |
м3/м3 |
м3 / 10000 ккал |
|
|
Ацетилен |
12600 |
1,170 |
3087 |
2325 |
0,56 |
0,65 |
1,15 |
0,96 |
+2090 |
|
Пропан |
22160 |
2,01 |
2500* |
1925 |
0,46 |
0,57 |
3,5 |
1,68 |
-560 |
|
Бутан |
27800 |
2,46 |
2400* |
– |
0,44 |
0,55 |
3,5 |
1,26 |
-510 |
|
МАПП |
20800 |
1 ,78 |
2800-2900 |
– |
0,52 |
0,62 |
– |
– |
** |
|
МАФ |
21200 |
1,70 |
2927 |
2165 |
0,54 |
0,63 |
2,2 |
1,04 |
** |
* Без подогрева;
** Точной информации по данному вопросу нет, однако, исходя из состава газа, теплота разложения близка к ацетилену.
Как видно из таблицы 1, теоретическая температура горения ацетилена (t=3087°C) и МАФ (t=2927°C) близки между собой. Теплопередача от пламени на металл характеризуется термическим (пирометрическим) к.п.д., который выражает отношение разности между температурой пламени и температурой плавления металла, отнесенной к температуре пламени.
η= (trop-tпл.)/trop;
где: η – температурный к.п.д. trop.- теоретическая температура горения газа. tпл. – температура плавления металла; (для стали tпл. = 1350°С; для меди tпл. = 1085°С).
Подсчитанный таким образом к.п.д. для ацетилена, МАФ и пропан – бутана приведен в таблице 1.
Термический к.п.д. характеризует относительную скорость расплавления металла при сварке и пайке при одном и том же количестве металла и одинаковой тепловой мощности пламени горелки. У ацетилена и «МАФ» к.п.д. практически одинаковые. Отсюда коэффициент замены ацетилена на «МАФ»:
QPh. ацет. х ηацет. / QPн.маф х ηмаф = 12600×0,56/21200×0,54=0,62
Коэффициент замены пропан – бутана на «МАФ»:
QPн. проп. х ηпроп. / QPн. маф х ηмаф = 22160×0,46/2 1200×0,54=0,89.
Характерным показателем процесса горения является количество кислорода, которое необходимо подавать в резак (горелку). Для ацетилена и «МАФ» количество кислорода, подаваемое в резак (горелку) на 10000 ккал, примерно одинаковое: – 0,95м3 и 1,04м3 соответственно. Для пропана это составляет 1,68м3. Таким образом, при переходе с пропан – бутана на «МАФ», расход кислорода, на непосредственно сжигание газа, уменьшается в 1,6 раза. При сжигании 1м3 «МАФ» экономится -1,3м3 кислорода, по сравнению с работой на пропан – бутане.
При применении газа «МАФ» прослеживаются существенно отличающиеся направления и подходы к его сжиганию: для сварки и резки металла.
beltok.by
Газ МАФ на замену ацетилену
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
ПО ПРИМЕНЕНИЮ СВАРОЧНОГО ГАЗА
МАФ
(МЕТИЛАЦЕТИЛЕН-АЛЛЕНОВАЯ ФРАКЦИЯ)
1.Введение
Настоящая инструкция содержит минимально- необходимые сведения, предназначенные для непосредственного инструктажа на рабочем месте сварщиков газовой сварки, начинающих работать с газом МАФ.
Сварка МАФ- кислородным пламенем не имеет ограничений для любых видов работ. Меры безопасности соответствуют стандартным мерам, принятым при работе с пропан- бутановой смесью.
Практическая переподготовка сварщиков несложна и занимает от 1 часа и больше, в зависимости от квалификации сварщика.
2.Оборудование рабочего поста для МАФ- кислородной сварки.
Каждый пост сварщика состоит из кислородного баллона и баллона с МАФ- газом (пропанового типа) с редукторами, резинотканевых шлангов и горелки. При работе в монтажных условиях баллоны с кислородом и МАФ- газом устанавливаются в удобных с точки зрения сохранности и безопасности местах с обязательным условием ежедневной установки их по окончании работы в отведенном для хранения месте. Такими местами являются металлические шкафы. Шкафы должны закрываться на замок и иметь вентиляционные отверстия для предупреждения скопления газов. Шкафы окрашивают в те же цвета, что и баллоны для соответствующих газов. Кроме того, на шкафах делают надписи: на кислородном –«Кислород. Маслоопасно!», с МАФ – газом – « Горючий газ. Огнеопасно!».
При работе расстояние от баллонов до горелки должно быть не менее 5м. Баллоны с МАФ- газом устанавливаются вертикально и закрепляются от падения.
Газ МАФ тяжелее воздуха, поэтому при работе ЗАПРЕЩАЕТСЯ размещать баллон с МАФ- газом в тех помещениях, где нет возможности за счет естественной или принудительной вентиляции исключить образование взрывоопасной концентрации газа МАФ в смеси с воздухом (3,4-10,8% по объему).
ГОРЕЛКИ. Для МАФ- кислородной сварки рекомендуется пользоваться обычными ацетилено – кислородными горелками Г1-04, Г3-05 по ГОСТ1077-70 и другими аналогичными с незначительной их переделкой. Переделка заключается в рассверливании мундштука горелки сверлом на 20-30% больше основного диаметра и засверливанием торца мундштука наконечника сверлом диаметром 3мм на глубину до 0,5мм (не более, для исключения интенсивного нагрева), а также установки инжектора на один номер больше, т.е., например, на №2 инжектор от №3 и.т.д., начиная с наконечника №4 возможно эксплуатация горелки без переделок.
БАЛЛОНЫ. Для МАФ – газа применяются баллоны емкостью 50 л по ГОСТу
15860- 84 на давление 16 атм. При t 40 гр. С из жидкости получается примерно 12 м.куб. газообразного МАФ- газа. Баллоны должны быть окрашены в красный цвет и иметь надпись «МАФ». Около горловины баллона должны быть четко выбитые паспортные данные баллона.
КИСЛОРОД необходимый для поддержания горения горючего газа, применяется в баллонах емкостью 40 л. Баллон должен быть окрашен в голубой цвет с черной надписью «Кислород». Принимается, что в баллоне водяным объемом 40 дм.куб. при давлении 150 атм. На манометре и при t 20 С вмещается около 6 м.куб. кислорода. На верхней сферической части баллона должны быть выбиты паспортные данные баллона.
РЕДУКТОРЫ. На баллоны МАФ – газа следует установить редуктор
БПО-5, ДПП-1-65 по ГОСТ 6268-78, ГОСТ 6266-78, РСДГ-2-1,2 (лягушка). На баллоны для кислорода следует устанавливать редуктор ДКП-2-73, ГОСТ 6228-78,
БКО-25, БКО-50.
Для безопасной работы кислородных редукторов необходимо предохранять их от загрязнения маслом или другими жировыми веществами.
ШЛАНГИ. Для подвода МАФ-газа к горелке применяются резинотканевые шланги по ГОСТ 9356-85, рассчитанные на давление 6 кгс/см.кв. Внутренний диаметр шлангов 9мм,6мм. Длинна шлангов не должна превышать 40м. При необходимости соединения концов двух рукавов (шлангов) следует пользоваться двусторонними ниппелями. Пользоваться в этом случае гладкими трубками запрещается. В рукаве допускается не более двух стыков. К аппаратуре рукава присоединяются при помощи ниппелей, изготовленных по ГОСТ 1073-81. Ниппели вставляются в концы шлангов и закрепляются в них специальными хомутиками, надеваемыми на концы шлангов, или затягиваются мягкой отожженной проволокой не менее, чем в двух местах по длинне ниппеля на каждую сторону. Места присоединения рукавов перед началом работы необходимо тщательно проверять на плотность. Применять дефективные рукава, а также подматывать их изоляционной лентой или другими материалами запрещается.
3.Технология сварки.
Для получения хорошего качества шва при газовой сваре МАФ-газом необходимо правильно выбрать присадочный материал, мощность горелки, номер наконечника и отрегулировать сварочное пламя. В целом сварка МАФ – газом не отличается от сварки ацетиленом.
Присадочный материал выбирают в зависимости от химического состава свариваемого металла. Сварка низкоуглеродистой стали должна производиться с применением в качестве присадочного материала марганцево – кремнистой сварочной проволоки типа Св 08ГС, Св12ГС, Св 08Г2С по ГОСТ 2246-70.
Кремний и марганец, содержание которых в этой проволоке больше ,чем в обычной сварочной проволоке, способствуют раскислению сварочной ванны, что позволяет применять пламя газовой смеси с повышенным содержанием кислорода.
Мощность горелки и № наконечника выбирают по толщине свариваемого материала. Обычно на наконечниках указана толщина свариваемого металла, для которой предназначен данный наконечник.
С целью повышения температуры пламени и компенсации несколько более медленного по сравнению с ацетиленовым пламенем первичного разогрева свариваемых материалов, сварка МАФ-кислородным пламенем может вестись в начальном этапе (фаза первичного разогрева) с повышенным содержанием кислорода в смеси (окисленным, «шумящим» пламенем):
Соотношение = кислород: МАФ-газ = 2,3….2,5
Основную фазу сварки следует вести на нейтральном пламени.
Смесь регулируют по внешнему виду пламени так, чтобы ядро имело резко очерченный контур. Правильность отрегулированного состава пламени определяют по отсутствию выделения искр из сварочной ванны, а также по отсутствию «кипения»сварочной ванны.
file:///C:\Users\PACKAR~1\AppData\Local\Temp\msohtmlclip1\02\clip_image001.png
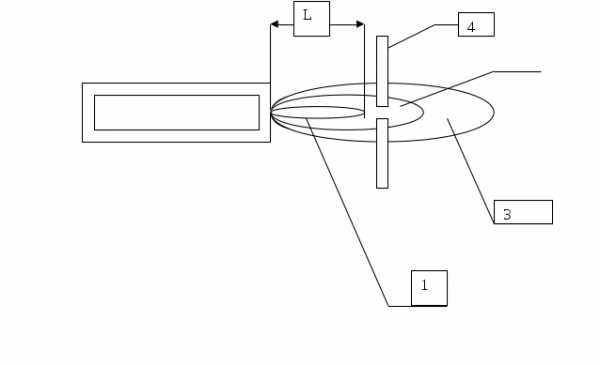
Рис. 1. График распределения температур
Максимальная температура пламени (2930 гр. С) находится в точке, удаленной от торца мундштука на расстояние 1,5-2,0 L, где L – длинна пламени ядра, 1 – ядро, 2 – восстановительная зона, 3 – факел, 4 – свариваемый металл.
При сварке необходимо добиваться равномерного распредиления присадочного материала. При зигзагообразном движении средняя зона пламя прогревает обе кромки на одинаковом расстоянии от оси шва.
Зигзаги должны быть непрерывными, нельзя допускать прерывистого движения – это ведет к окислению и образованию шлаковых включений. Сварочную проволоку располагают под углом 35 – 40 градусов к оси шва, а пламя – под углом 45-60 градусов. При этом не следует прикасаться ярким пламенем первичного конуса к поверхности ванночки расплавленного металла, а использовать т.н. «восстановительную»зону пламени, расположенную в 5-6 мм от ядра. Такой прием способствует дополнительному раскислению расплавленного металла и, кроме того, данная зона пламени имеет наивысшую температуру.
Диаметр сварочной проволоки должен быть на 1мм больше толщины свариваемой кромки.
При сварке труб и других деталей с замкнутыми сварными швами замыкание кольцевого шва производится с обязательным введением в сварочную ванночку свежего металла сварочной проволоки. При устранении дефектов шва его переваривание производится также с добавлением свежего металла из сварочной проволоки. Применение этого приема позволяет избежать пор и «утяжин» при повторном расплавлении ранее сваренных участков за счет дополнительного введения легирующих элементов, содержащихся в сварочной проволоке.
Данные о подготовке кромок и режимы сварки стали приведены в таблице 1.
Таблица 1.
Толщина
свариваемого
металла, мм
Зазор в
кромке,
мм
Угол
Разделки
Кромок.
в гадусах
Расстоя
ние между
прих.мм
№ нако-
нечника
гоелки,
мм
D, свар.
провол.
мм
0,5 – 1
1-1,5
Без скоса
10-40
1-2
1-1,5
1-2
1,5-2
То же
20-80
2-3
1,5-2
2-3
2-3
То же
40-120
3-4
2-3
3-4
3-4
То же
60-240
4-5
3-4
Существенным в подготовке кромок под сварку является уменьшение притупления кромок и увеличение зазора между свариваемыми частями. При S > 3 мм делается скос кромок. Кромки, подлежащие сварке и прилегающие к ним части поверхности металла шириной 15-20мм, а также сварочную проволоку следует тщательно зачистить.
РЕКОМЕНДАЦИИ ПО ПЕРЕВОДУ АЦЕТИЛЕНО – КИСЛОРОДНОЙ СВАРКИ НА МАФ – КИСЛОРОДНУЮ:
1.Провести практические и теоретические занятия со сварщиками, переходящими на работу с МАФ-газом.
2.Обеспечить каждый пост сварки присадочной проволокой D = 2,5-3мм марок Св08ГС,
Св12ГС, Св08Г2СпоГОСТ2246-70.
3.Обеспечить каждый пост сварщика сменными мундштуками из расчета 4-6 штук в год.
4.Обеспечить каждый пост МАФ-газом.
5.Обеспечить каждый пост горелкой Г2-04 или Г2-03, редуктором пропановым БПО-5 или ДПП-1-65,баллонами.
www.chipmaker.ru
Газ МАФ. Описание – Сварпост. Переносные газосварочные посты ПГСП
Газ МАФ (метилацетилен-алленовая фракция) представляет собой смесь метилацетилена (пропина) и аллена (пропадиена), а также пропана, пропилена и примесь других углеводородов (бутан, бутилен, бутадиен).
Горючий газ МАФ – это продукт нефтехимического производства. Основными горючими компонентами, определяющими свойства газа МАФ, являются метил-ацетилен (пропин, СН3-С=СН) и аллен (пропадиен, СН2=С=СН2) в количестве 65-75%, а также пропан (Н3С-Н2С-СН3) и пропилен (Н3С-СН=СН2) в суммарном количестве от 30-35 до 20-25%, примесь углеводородов (бутан, бутилен, бутадиен) – 0,5-1,5%.
Указанный количественный состав газа МАФ определен в результате экспериментального изучения взрывоопасности МАФ. Поскольку метилацетилен и аллен склонны к взрывному распаду, их содержание в газе МАФ ограничивается 75% (в сумме С3Н4). Присутствие пропана, пропилена и углеводородов в количестве не менее 25% снижает взрывоопасность газа МАФ, и по пожаро- и взрывоопасным свойствам он становится аналогичным пропану. Такой состав газа нормирован техническими условиями, по которым производят промышленный МАФ. Условия работы с ним, транспортировки и хранения газа МАФ соответствуют действующим требованиям и нормам для сжиженных газов (пропана).
По сравнению с пропаном и пропиленом молекулы метилацетилена и аллена являются менее насыщенными, поэтому все их тепловые показатели (теплотворная способность, температура пламени, скорость распространения пламени, стехиометрическое соотношение кислорода и горючего газа) более высокие, чем у пропана, и являются промежуточными между ацетиленом и пропаном.
Температура пламени в смеси с кислородом: пропан – 2526, ацетилен – 3087, МАФ – 2927.
Во ВНИИАвтогенмаш были проведены испытания пригодности горючего газа МАФ для выполнения всех видов работ по газопламенной обработке металлов (ГОМ). Газ МАФ является лучшим из применяемых горючих газов – заменителей ацетилена. По работоспособности он промежуточный между ацетиленом и пропаном. Технология выполнения газопламенной обработки с использованием МАФ в основном аналогична работе с ацетиленом.
Газ МАФ имеет более мягкое пламя по сравнению с ацетиленом, что дает преимущества при работе с металлом малых толщин, с цветными металлами, а также при контурной резке деталей и газопорошковой наплавке металла.
Газ МАФ целесообразно использовать как заменитель ацетилена при газопламенной обработке металлов, так как он дешевле и более безопасен.
Применяемый за рубежом горючий газ МАПП (MAPP) является аналогом газа МАФ. Он также, как и МАФ, является смесью углеводородов, но концентрация составляющих его компонентов задается в широких пределах, что отрицательно влияет на пирометрические параметры пламени этого газа и возможности выполнения газопламенной обработки металла.
www.svarpost.ru
Технологическая инструкция по применению сварочного газа маф
ООО ПКП «Компол»
Г. Дружковка
84205 Украина, Донецкая обл.,
г. Дружковка, ул. Ленина 15-34
тел/ф. (06267) 4-23-37; 3-69-93; 8(093) 39 73 215
e-mail: kompol.dru@, [email protected]
Р/с 26006190722001 КБ “Приватбанк” г. Краматорск, МФО 335548,
Р/с 26006205881031 КФ «Брокбизнесбанк» г. Краматорск, МФО 377078, ОКПО 13491130, ИНН 134911305100, св. №06093712
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
ПО ПРИМЕНЕНИЮ СВАРОЧНОГО ГАЗА
МАФ
(МЕТИЛАЦЕТИЛЕН-АЛЛЕНОВАЯ ФРАКЦИЯ)
1.Введение
Настоящая инструкция содержит минимально- необходимые сведения, предназначенные для непосредственного инструктажа на рабочем месте сварщиков газовой сварки, начинающих работать с газом МАФ.
Сварка МАФ- кислородным пламенем не имеет ограничений для любых видов работ. Меры безопасности соответствуют стандартным мерам, принятым при работе с пропан- бутановой смесью.
Практическая переподготовка сварщиков несложна и занимает от 1 часа и больше, в зависимости от квалификации сварщика.
2.Оборудование рабочего поста для МАФ- кислородной сварки.
Каждый пост сварщика состоит из кислородного баллона и баллона с МАФ- газом (пропанового типа) с редукторами, резинотканевых шлангов и горелки. При работе в монтажных условиях баллоны с кислородом и МАФ- газом устанавливаются в удобных с точки зрения сохранности и безопасности местах с обязательным условием ежедневной установки их по окончании работы в отведенном для хранения месте. Такими местами являются металлические шкафы. Шкафы должны закрываться на замок и иметь вентиляционные отверстия для предупреждения скопления газов. Шкафы окрашивают в те же цвета, что и баллоны для соответствующих газов. Кроме того, на шкафах делают надписи: на кислородном –«Кислород. Маслоопасно!», с МАФ – газом – « Горючий газ. Огнеопасно!».
При работе расстояние от баллонов до горелки должно быть не менее 5м. Баллоны с МАФ- газом устанавливаются вертикально и закрепляются от падения.
Газ МАФ тяжелее воздуха, поэтому при работе ЗАПРЕЩАЕТСЯ размещать баллон с МАФ- газом в тех помещениях, где нет возможности за счет естественной или принудительной вентиляции исключить образование взрывоопасной концентрации газа МАФ в смеси с воздухом (3,4-10,8% по объему).
ГОРЕЛКИ. Для МАФ- кислородной сварки рекомендуется пользоваться обычными ацетилено – кислородными горелками Г1-04, Г3-05 по ГОСТ1077-70 и другими аналогичными с незначительной их переделкой. Переделка заключается в рассверливании мундштука горелки сверлом на 20-30% больше основного диаметра и засверливанием торца мундштука наконечника сверлом диаметром 3мм на глубину до 0,5мм (не более, для исключения интенсивного нагрева), а также установки инжектора на один номер больше, т.е., например, на №2 инжектор от №3 и.т.д., начиная с наконечника №4 возможно эксплуатация горелки без переделок.
БАЛЛОНЫ. Для МАФ – газа применяются баллоны емкостью 50 л по ГОСТу
15860- 84 на давление 16 атм. При t 40 гр. С из жидкости получается примерно 12 м.куб. газообразного МАФ- газа. Баллоны должны быть окрашены в красный цвет и иметь надпись «МАФ». Около горловины баллона должны быть четко выбитые паспортные данные баллона.
КИСЛОРОД необходимый для поддержания горения горючего газа, применяется в баллонах емкостью 40 л. Баллон должен быть окрашен в голубой цвет с черной надписью «Кислород». Принимается, что в баллоне водяным объемом 40 дм.куб. при давлении 150 атм. На манометре и при t 20 С вмещается около 6 м.куб. кислорода. На верхней сферической части баллона должны быть выбиты паспортные данные баллона.
РЕДУКТОРЫ. На баллоны МАФ – газа следует установить редуктор
БПО-5, ДПП-1-65 по ГОСТ 6268-78, ГОСТ 6266-78, РСДГ-2-1,2 (лягушка). На баллоны для кислорода следует устанавливать редуктор ДКП-2-73, ГОСТ 6228-78,
БКО-25, БКО-50.
Для безопасной работы кислородных редукторов необходимо предохранять их от загрязнения маслом или другими жировыми веществами.
ШЛАНГИ. Для подвода МАФ-газа к горелке применяются резинотканевые шланги по ГОСТ 9356-85, рассчитанные на давление 6 кгс/см.кв. Внутренний диаметр шлангов 9мм,6мм. Длинна шлангов не должна превышать 40м. При необходимости соединения концов двух рукавов (шлангов) следует пользоваться двусторонними ниппелями. Пользоваться в этом случае гладкими трубками запрещается. В рукаве допускается не более двух стыков. К аппаратуре рукава присоединяются при помощи ниппелей, изготовленных по ГОСТ 1073-81. Ниппели вставляются в концы шлангов и закрепляются в них специальными хомутиками, надеваемыми на концы шлангов, или затягиваются мягкой отожженной проволокой не менее, чем в двух местах по длинне ниппеля на каждую сторону. Места присоединения рукавов перед началом работы необходимо тщательно проверять на плотность. Применять дефективные рукава, а также подматывать их изоляционной лентой или другими материалами запрещается.
3.Технология сварки.
Для получения хорошего качества шва при газовой сваре МАФ-газом необходимо правильно выбрать присадочный материал, мощность горелки, номер наконечника и отрегулировать сварочное пламя. В целом сварка МАФ – газом не отличается от сварки ацетиленом.
Присадочный материал выбирают в зависимости от химического состава свариваемого металла. Сварка низкоуглеродистой стали должна производиться с применением в качестве присадочного материала марганцево – кремнистой сварочной проволоки типа Св 08ГС, Св12ГС, Св 08Г2С по ГОСТ 2246-70.
Кремний и марганец, содержание которых в этой проволоке больше ,чем в обычной сварочной проволоке, способствуют раскислению сварочной ванны, что позволяет применять пламя газовой смеси с повышенным содержанием кислорода.
Мощность горелки и № наконечника выбирают по толщине свариваемого материала. Обычно на наконечниках указана толщина свариваемого металла, для которой предназначен данный наконечник.
С целью повышения температуры пламени и компенсации несколько более медленного по сравнению с ацетиленовым пламенем первичного разогрева свариваемых материалов, сварка МАФ-кислородным пламенем может вестись в начальном этапе (фаза первичного разогрева) с повышенным содержанием кислорода в смеси (окисленным, «шумящим» пламенем):
Соотношение = кислород: МАФ-газ = 2,3….2,5
Основную фазу сварки следует вести на нейтральном пламени.
Смесь регулируют по внешнему виду пламени так, чтобы ядро имело резко очерченный контур. Правильность отрегулированного состава пламени определяют по отсутствию выделения искр из сварочной ванны, а также по отсутствию «кипения»сварочной ванны.
2
Рис. 1. График распределения температур
Максимальная температура пламени (2930 гр. С) находится в точке, удаленной от торца мундштука на расстояние 1,5-2,0 L, где L – длинна пламени ядра, 1 – ядро, 2 – восстановительная зона, 3 – факел, 4 – свариваемый металл.
При сварке необходимо добиваться равномерного распредиления присадочного материала. При зигзагообразном движении средняя зона пламя прогревает обе кромки на одинаковом расстоянии от оси шва.
Зигзаги должны быть непрерывными, нельзя допускать прерывистого движения – это ведет к окислению и образованию шлаковых включений. Сварочную проволоку располагают под углом 35 – 40 градусов к оси шва, а пламя – под углом 45-60 градусов. При этом не следует прикасаться ярким пламенем первичного конуса к поверхности ванночки расплавленного металла, а использовать т.н. «восстановительную»зону пламени, расположенную в 5-6 мм от ядра. Такой прием способствует дополнительному раскислению расплавленного металла и, кроме того, данная зона пламени имеет наивысшую температуру.
Диаметр сварочной проволоки должен быть на 1мм больше толщины свариваемой кромки.
При сварке труб и других деталей с замкнутыми сварными швами замыкание кольцевого шва производится с обязательным введением в сварочную ванночку свежего металла сварочной проволоки. При устранении дефектов шва его переваривание производится также с добавлением свежего металла из сварочной проволоки. Применение этого приема позволяет избежать пор и «утяжин» при повторном расплавлении ранее сваренных участков за счет дополнительного введения легирующих элементов, содержащихся в сварочной проволоке.
Данные о подготовке кромок и режимы сварки стали приведены в таблице 1.
Таблица 1.
Толщина свариваемого металла, мм | Зазор в кромке, мм | Угол Разделки Кромок. в гадусах | Расстоя ние между прих.мм | № нако- нечника гоелки, мм | D, свар. провол. мм |
0,5 – 1 | 1-1,5 | Без скоса | 10-40 | 1-2 | 1-1,5 |
1-2 | 1,5-2 | То же | 20-80 | 2-3 | 1,5-2 |
2-3 | 2-3 | То же | 40-120 | 3-4 | 2-3 |
3-4 | 3-4 | То же | 60-240 | 4-5 | 3-4 |
Существенным в подготовке кромок под сварку является уменьшение притупления кромок и увеличение зазора между свариваемыми частями. При S > 3 мм делается скос кромок. Кромки, подлежащие сварке и прилегающие к ним части поверхности металла шириной 15-20мм, а также сварочную проволоку следует тщательно зачистить.
РЕКОМЕНДАЦИИ ПО ПЕРЕВОДУ АЦЕТИЛЕНО – КИСЛОРОДНОЙ СВАРКИ НА МАФ – КИСЛОРОДНУЮ:
1.Провести практические и теоретические занятия со сварщиками, переходящими на работу с МАФ-газом.
2.Обеспечить каждый пост сварки присадочной проволокой D = 2,5-3мм марок Св08ГС,
Св12ГС, Св08Г2СпоГОСТ2246-70.
3.Обеспечить каждый пост сварщика сменными мундштуками из расчета 4-6 штук в год.
4.Обеспечить каждый пост МАФ-газом.
5.Обеспечить каждый пост горелкой Г2-04 или Г2-03, редуктором пропановым БПО-5 или ДПП-1-65,баллонами.
.ua
http://.kompol.at.ua
http://.tdl.at.ua
refdb.ru
МАФ
|
Приобрести МАФ можно во всех торговых представительствах нашей компании (КОНТАКТЫ) Ознакомится со способами доставки (УСЛУГИ) |
Метилацетилен-алленовая фракция (МАФ) – получаемая в промышленных условиях смесь нескольких газов: метилацетиллена, пропадиена (аллена) и бутадиена или пропана, изобутилена, добавляемых с целью его стабилизации.
МАФ способен заменить ацетилен в большинстве процессов газопламенной сварки и резки металлов, при этом он имеет целый ряд преимуществ перед ним. Имея практически одинаковые значения температуры пламени,но меньший предел взрываемости в процентном соотношении в воздухе и в кислороде. Этот газ дает более мягкое пламя (окислительное, нейтральное, науглероживающее) и имеет значительно меньший вес. Один баллон с метилацетилен-алленовой фракцией позволяет выполнить такой же объем сварочных работ, как три емкости с ацетиленом, а купить газ МАФ можно дешевле.
Ацетиленовое газосварочное оборудование полностью удовлетворяет всем требованиям для работы с газом МАФ . Редуктор на баллонах такой же как и на сосудах, используемых для пропана.
МАФ представляет собой сжиженный бесцветный газ с резким запахом. Малотоксичен, вдыхание паров не раздражает слизистые, но попадание на кожу может стать причиной обморожения. Вдыхание концентрированных паров оказывает анестезирующее воздействие на организм человека.
Область применения
- газовой сварки стальных элементов и трубопроводах.
- поверхностной и разделительной резки стали;
- металлизации, производимой газом;
- закалке поверхностной;
- паяльных работах.
Ацетиленовое газосварочное оборудование полностью удовлетворяет всем требованиям для работы с газом МАФ . Редуктор на баллонах такой же как и на сосудах, используемых для пропана.
Технические характеристики
|
Название |
метилацетилен-алленовая фракция |
|
Температура пламени |
2930°С |
|
Предел взрываемости для воздуха |
2,54-60% |
|
=||= для кислорода |
3,42-10,83% |
|
Чувствительность к механическим воздействиям |
Слабая |
|
Удельный вес при температуре 15,6°С |
в жидком состоянии – 575 кг/м3 в газообразном состоянии – 0,55 кг/м3 |
|
Вес 50-литрового баллона |
43 кг |
Состав
|
Содержание метилацетилена и аллена |
Не более 75% |
|
Содержание углеводородов |
Не менее 25% |
Хранение и транспортировка
Сжиженный МАФ допускается хранить и перевозить исключительно в сосудах из углеродистой стали, предназначенных для работы в условиях повышенного давления и соответствующих всем требованиям ГОСТа 1586-84. Возможна перевозка любыми видами транспорта при наличии резиновых колец, колпака и заглушки.
Не допускать соприкосновения баллонов с токонесущими проводами, нахождение их вблизи нагревательных приборов, попадание прямых солнечных лучей. На улице баллоны с МАФ должны храниться под навесом. К перепадам температуры в пределах от -40 до +40°С нечувствительны.
Транспортировка
Доставка баллонов



Заказать газ МАФ или получить профессиональную консультацию относительно его приобретения, эффективной и безопасной эксплуатации, условия сотрудничества вы можете по телефонам наших торговых представительствах (КОНТАКТЫ).
co2.by
МАФ нельзя использовать жилищно-комунальным службам, водоканалам и шахтам
Дмитрий Рубан,
начальник испытательной
научно-исследовательской лаборатории завода Донмет
Завод автогенного оборудования «Донмет» — первое на территории СНД предприятие, которое разработало специальную горелку применяемую при работе с МАФ. О технологии ведения огневых работ, особенностях конструкции, преимуществах и недостатках газа МАФ рассказывает начальник испытательной научно-исследовательской лаборатории завода – Дмитрий Рубан.
— Дмитрий Евгеньевич! Когда заводом были разработаны и предложены для реализации горелки для газа МАФ? Какие страны кроме Белорусии покупают у завода такие горелки?
— В 2006г. на нашем предприятии были разработаны и поставлены на производство резак Р1 “ДОНМЕТ” 142 МАФ и горелка Г3У “ДОНМЕТ” 247 МАФ, в качестве редуктора для МАФ газа разрешается использовать редуктор БПО-5ДМ (пропановый). В настоящее время данное оборудование продается в Украине, России и Белоруссии
— В чем конструктивная особенность горелок для МАФ? Можно ли их использовать для других целей ( нагрев при кровельных работах и проч.)?
— Конструктивная особенность горелок и резаков работающих на газе МАФ, заключается в проходных сечениях каналов горючего газа и кислорода. Это обусловлено разными плотностями горючих газов и разным процентным соотношением с кислородом для полного сгорания. Каналы резаков и горелок спроектированы таким образом, чтобы получать качественную смесь горючего газа и кислорода в необходимом количестве (для каждого газа проходные сечения свои). (Например: если подключить МАФ к ацетиленовий горелке или резаку то пламя будет маломощным и не эффективным, работать будете медленно, или вообще не сможете. А если подключить МАФ к пропановому резаку, то пламя будет чересчур мощным, резак будет сильно перегреваться и быстро выйдет из строя).
Для кровельных работ применение газа МАФ возможно, но очень дорого, поэтому кровельные горелки под этот тип газа не разрабатывали.
— Как решены вопросы безопасности (например обратного удара) в предлагаемой горелке?
— Вопрос проникновения обратного удара пламени на любом автогенном оборудовании решается при помощи клапанов обратных огнепреградительных. Выпускаются клапаны различных размеров и исполнений. Для работы резаком клапан рекомендуется ставить на резак, при работе горелкой (чтобы ее не утяжелять ее), клапана ставятся на редуктор.
— Какие плюсы и минусы (по отзывам пользователей) от использования газом МАФ?
— Для того чтобы сравнить, что лучше для сварки, Ацетилен или МАФ? Достаточно самому, взять горелку и попробовать сварить одинаковые образцы, сначала ацетиленом, а затем МАФом. Все сразу станет очевидным и понятным.
1) Скорость сварки ацетиленом однозначно выше, чем сварка МАФом (для любых толщин металла). Это обусловлено более высокой температурой горения ацетилена. Разница температур горения составляет всего 200 градусов, но при сварке это весьма ощутимо. Кроме того, зоны термического влияния при сварке ацетиленом меньше, чем при сварке МАФом, что влияет на качество сварных швов.
2) Для того чтобы процесс сварки двух одинаковых образцов МАФом и Ацетиленом шел приблизительно с одной скоростью, для сварки МАФом необходимо в горелку установить наконечник, как минимум на 1, а то и 2 номера больше, чем при сварке на ацетилене.
3) В процессе сварки, факел ацетиленового пламени защищает сварочную ванну от окисления, а факел МАФа защитными свойствами не обладает. Это приводит к снижению механических характеристик сварного шва.
4) Использование МАФа для газовой сварки, позволяет сваривать малоуглеродистые стали толщиной не более 2мм.
5) Кроме того. Как известно МАФ относится к сжиженным газам (и тяжелее воздуха). В правилах безопасности систем газоснабжения Украины (ДНАОП 0.00-1.20-98)записано:
п.4.7.18. Запрещается производить газовую сварку, резку и другие виды газопламенной обработки металлов с применением сжиженных газов в цокольных и подвальных помещениях, а также в колодцах, шахтах и других подземных сооружениях.
Отсюда вытекает, что МАФ нельзя использовать жилищно-комунальным службам, водоканалам, шахтам и т.п.
Использовать МАФ для газокислородных резаков — дорого (на много дороже метана и пропана), затраты очень близки к работе на ацетилене , при этом качество реза получается лучше чем на метане и пропане, но хуже чем на ацетилене
prombezpeka.com