Как припаять медь – Как и чем паять медь в домашних условиях?
Как паять медные листы
Медь, как материал, известен человек давно. Люди научились изготавливать из него различные изделия, которые служат в основе технологических систем или как декоративные элементы.
Данный металл обладает уникальными характеристиками, что делает его незаменимым для производственных целей. Современный металлопрокат производит множество разных продуктов из такого вещества, одним из которых является медный лист купить который сейчас легко и использовать в разных целях.

Но стоит отметить, что цена на медь довольно высока, что определяется ее уникальными характеристиками.
Основные методы пайки
Существует несколько способов спаять медь, которые кардинально отличаются друг от друга. Качество такого процесса зависит от определенных условий и технических показателей самого материала.
Перед выполнением таких работ следует определиться с одним из методов ее выполнения:
- При спайке мелких деталей их нагревают до температуры плавления оловянно-свинцового припоя, с помощью которого и осуществляют их соединение. Флюсы, применяемые в данном процессе, должны быть канифольного основания.
- Перед тем как приступать процедуре паяния, следует предварительно нанести флюс и припой (тонким слоем) на поверхность самих деталей, не забыв при этом их ровно распределить. Потом нужно обе части соединить между собой и начать их греть до тех пор, пока нанесенное вещество не будет плавиться. После чего следует убрать паяльник и дать остыть изделию. При пайке посуды нужно применять чистое олово.

Соединяем массивные детали
Не всегда размер листа такой, что позволяет его прогреть с помощью паяльника. В таком случае используют специальную горелку, а пайку производят уже медным припоем, который является более прочным, нежели другие варианты.
Процесс соединения листов таким способом производиться с помощью специальных инструментов, таких как газовая горелка, сам припой с флюсом и кислотой и др. Затем обе части зажимают в тисках, а между ними оставляют небольшое расстояние.
После чего на поверхность наносят флюс и производят нагрев. Когда элементы уже раскалились нужно поднести к зазору припой, который от высокой температуры начнет плавиться и заполнять отверстия, по окончании процедуры нужно подождать пока все остынет и промыть водой.
Иногда для пайки используют молотковые паяльники, которые предварительно нагреваются или на открытом огне или горелкой, припоем в таком случае выступает олово.
Пайка меди в видео:
Твитнутьpostroyka.org
Как правильно паять паяльником провода: медные, алюминиевые
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
- Замена насоса в стиральной машине: сливной в Самсунг, как поменять на LG и Bosch, где находится помпа
- Стиральная машина не набирает воду причины: не поступает вода в машинку, почему Самсунг гудит, нет подачи в барабан
- Спутниковая антенна на 2 телевизора: схема подключения ТВ к тюнеру, как подключить второй к одной тарелке
- Отпариватели для домашнего использования какой лучше: ручной и вертикальный, как выбрать для одежды, советы
- Вред микроволновки: или польза, мнение экспертов, миф или реальность, научные подтверждения, печь для здоровья
- Как очистить ручки у плиты: снять с газовой Гефест, чистка своими руками, как помыть, нашатырно-анисовые капли
- Установка варочной панели в столешницу: видео, как установить газовую, правильная врезка своими руками
- Тостеры какой фирмы лучше: как выбрать для дома, купить лучший, рейтинг и контрольная закупка, правильный выбор
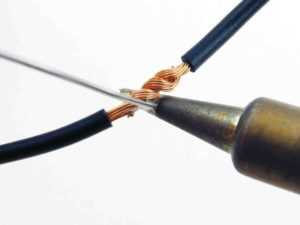
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
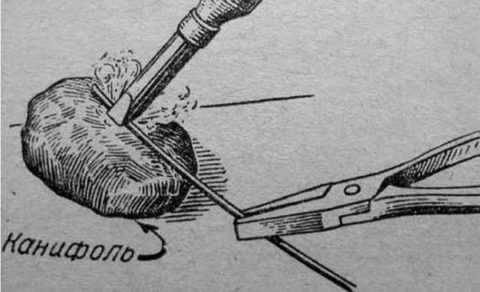
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
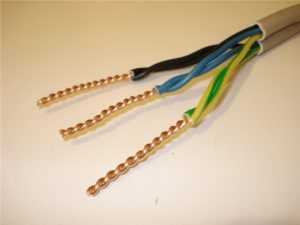
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.

Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
svaring.com
Правила и процесс пайки медных труб своими руками
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.

Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.

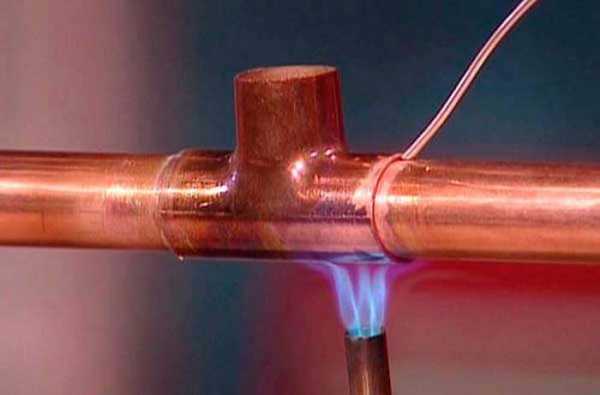
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
oxmetall.ru
Учимся как правильно паять паяльником
Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
Какие существуют виды паяльников
А он за долгие годы претерпел много изменений и усовершенствований.
- Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
- В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
- Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25~200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
- Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Какие существуют припои
 Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие. Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые. Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные, например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
Разновидности флюсов для пайки радиодеталей
 Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные. Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные. Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки паяльника для микросхем не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
Подготавливаем главный инструмент к работе
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно. Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
 Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.
Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
elektrik24.net
Как паять медные трубы: выбор припоя и тонкости технологии
Содержание статьи
В том, что медные трубы опережают стальные, чугунные и ПВХ-трубы по гибкости, термостойкости и долговечности, секрета нет. Высокая цена материала окупается длительным сроком службы медных изделий. Зная, как паять медные трубы, можно сэкономить средства на монтаже.
Медь – отличный материал для пайки, ее поверхность при очистке не нуждается в использовании агрессивных веществ. Существует много легкоплавких металлов, создающих с медью хорошее сцепление (адгезию). При нагреве этот материал не нуждается в дорогостоящих флюсах, так как бурных реакций с кислородом воздуха при плавлении меди не происходит.
Достоинства пайки
Если возникла необходимость припаять медную трубку к железу, вооружайтесь паяльником, припоем и флюсом. Пайкой можно соединять трубы из разных металлов, а также металлы и неметаллы. В процессе пайки основной металл не деформируется, поэтому заданные размеры и форма труб остаются без изменений. Не возникает коробления и внутренних напряжений.

Перед пайкой обезжирьте место стыковки (внутри и снаружи) для улучшения адгезии материала трубы и припоя
При необходимости соединение можно распаять. Медные изделия более гибкие и устойчивые к внешним воздействиям, они легко выдерживают высокое давление и их можно монтировать закрытым способом. При пайке получается высокая прочность соединения.
Как запаять медную трубку в домашних условиях
Капиллярная пайка была разработана специально для меди. Бывает низко- и высокотемпературной. Время монтажа такого соединения: 2-3 минуты. Для получения капиллярного эффекта между трубой и фитингом используют зазор в 0,4 мм. Припой равномерно распределяется по всей площади монтажного зазора.
- Низкотемпературным методом
Олово, свинец и их сплавы являются легкоплавкими припоями. Температура теплоносителя: менее 130 градусов. При капиллярной пайке зазор варьируется по величине и может достигать 0,5 см (для большого диаметра). При сильном нагреве медь теряет твердость, поэтому низкотемпературный вид пайки считается предпочтительным.

Такой паяльник позволяет соединить трубы низкотемпературным методом
- Высокотемпературным способом
Используется тогда, когда температура теплоносителя превышает 130 градусов. Этот вид пайки требует высокого профессионализма от специалиста – трубу легко пережечь.
Здесь нужны припои из серебра и меди, меди и фосфора. Этим методом можно соединять трубы в уже установленной системе. Охлаждение водой не применяется, так как медь в этом случае переходит в мягкое состояние. С течением времени прочностные характеристики отожженного металла повышаются.
Высокотемпературная пайка
Потребуется специальный режущий инструмент для меди, фаскосниматель, расширитель для труб, молоток, уровень, рулетка, газовая горелка, электропаяльник, твердоплавкий и легкоплавкий припой, флюс (необходим, чтобы удалить оксидную пленку и не допустить окисления).
Последовательность действий
- Предварительная подготовка труб: очищение поверхностей, удаление оксидной пленки флюсом.
Флюс – это химическое вещество, которое помогает распределить припой равномерным слоем, очищает основной металл от окислов и загрязнений. При его выборе учитывается вид металла и припоя. Многокомпонентные флюсы более эффективны, они позволяют получить еще более качественную пайку.

Профессиональное оборудование для пайки
Вещество наносят только на место соединения трубы с раструбом, а не вовнутрь его. Сразу после нанесения флюса трубы соединяют, чтобы на рабочую поверхность не попали посторонние частицы. Поверните трубу в фитинге, чтобы флюс распределился равномерно, остатки химического вещества удаляются тряпкой. Труба готова к нагреву.
- Вставка трубы в муфту. После нужно будет пропаять два стыка. Или торец одной трубы соединяется с торцом другой, тогда обработать нужно один стык.
- Нагрев труб (до температуры немного ниже температуры плавления). Включают горелку, используя уменьшающее пламя (оно создает максимальную температуру) и нагревают соединение. Используйте паяльник для медных труб или горелку с пьезоподжигом – она удобна в работе.
- Введение припоя в зазор. Для меди существует большой выбор припоев. Разогретый материал помещают в зазор между соединяемыми трубами и расплавленной массой оборачивают стык между трубами. Температура начала плавления припоя всегда меньше, чем у основного материала. Припой растекается, достигнув определенной температуры. Важно, чтобы рабочая поверхность была не окисленной и чистой.
- Кристаллизация припоя. В этот момент важно сохранять соединение неподвижным. Когда припой остынет, в месте соединения возникнет герметичное уплотнение. После пайки проводят технологическую промывку для удаления загрязнений и остатков флюса.

В монтажный зазор наносят припой. Если диаметр трубы большой, дополнительно вводят припой с противоположной стороны
Важные моменты
Чтобы запаять дырку в медной трубе, необходим мягкий припой (например, оловянно-свинцовый), и спиртово-канифольный флюс. Вырежьте заплатку нужного размера, обработайте ее и трубу шкуркой. Слейте воду из трубопровода и паяльником прогрейте соединяемые детали. Затем в зазор добавьте припой.
Во время работы необходим приток воздуха. Дым, идущий от припоя и флюса, вреден.
Чтобы выполнить процесс правильно, важно знать, чем запаять медную трубку. Используют: серебро с медью и цинком, медь с фосфором. В питьевом трубопроводе не применяют свинцовые припои ввиду их токсичности.
Флюс не используют при соединении медных труб с помощью медно-фосфорных припоев.
Перед началом пайки необходимо продуть кислородный и пропановый шланги. Поджигание горелки начинается с пропановой линии, затем добавляют кислород. Нагрев труб должен быть равномерным с каждой стороны. По окончании работы перекрывают сначала кислород, а затем пропан.
Видео-инструктаж: как паять медные трубы
Пайка – физико-химический процесс, при котором возникает неразъемное соединение между деталью и жидким припоем. Присадочный материал расплавляется, растекается, заполняет собой щель между соединяемыми элементами и кристаллизуется. Пайке можно подвергнуть любые металлы и сплавы.
Понравилась статья? Поделитесь ей:
trubsovet.ru
Как паять медные трубы, какой припой использовать?
Медь представляет собой металл, который обладает достаточно мягкой, податливой структурой. Поэтому, в отличие от той же стали, такой материал проще паять, нежели заниматься его сваркой. При большом желании, наличии необходимых инструментов и расходных средств справиться с подобной задачей способен даже новичок. Давайте же выясним, как правильно паять медные трубы.
Качества медных труб
Зачастую трубы, изготовленные из представленного материала, используются в домашнем хозяйстве при монтаже элементов отопительных и водопроводных систем. Медь представляет собой оптимальное решение для создания таких проводящих путей. Она имеет идеально гладкую поверхность, не подвергается коррозии, не забивается отложениями, а также имеет бактерицидные свойства. Выяснив, как паять медные трубы отопления правильно, можно обеспечить бесперебойную службу системы на протяжении нескольких десятилетий.

Инструменты и материалы
Прежде чем разобраться, как паять медные трубы, необходимо подготовить набор инструментов, которые могут понадобиться в ходе выполнения работ:
- Труборез. Медь является довольно мягким материалом. Даже незначительное давление на такие трубы может вызывать деформации. По этой причине при их резке рекомендуется пользоваться специализированным инструментом.
- Расширитель. Поскольку в ходе обустройства водопроводной либо отопительной системы применяются медные трубы идентичного типоразмера, при подготовке к пайке соединений придется воспользоваться инструментом для увеличения их диаметра.
- Сниматель фаски. После разделения труб на нужные отрезки необходимо выполнить обработку их краев. Только так элементы будущей системы смогут заходить друг в друга.
- Стальной ершик требуется для зачистки труб изнутри.
- Металлическая щетка позволяет убрать загрязнения, всевозможные наслоения и окислы, которые могут затруднить выполнение качественной пайки соединений.
- Газовая горелка используется для разогрева стыков. Должна содержать специальную насадку, которая позволяет производить регулировку пламени.
- Припой имеет вид проволоки либо прутка, температура плавления которого ниже по сравнению с медью.
- Флюс – химический состав, нанесение которого облегчает пайку соединений.

В настоящее время широкодоступны многочисленные разновидности припоев, которые способны обеспечить надежное соединение медных труб методом пайки. Чаще всего мастера прибегают к использованию низкотемпературных припоев. Последние дают возможность создавать соединения при сравнительно низком нагреве материала, что не вызывает деформацию меди. Однако подобные швы отличаются не самыми лучшими механическими качествами.
Что касается припоев, предназначенных для пайки при высочайших температурах, они позволяют создавать максимально прочные соединения. В то же время применять их рекомендуется лишь опытным мастерам, поскольку без соответствующих навыков длительное термическое воздействие на металл может привести к его прожигу.

Чем можно паять медные трубы между собой? При низкотемпературной пайке, которая распространена при обустройстве бытовых отопительных и водопроводных систем, чаще всего прибегают к использованию бессвинцовых припоев. Последние дают возможность создавать достаточно устойчивые к механическим нагрузкам соединения. Среди таких припоев стоит отметить сплавы олова с висмутом, сурьмой, селеном, серебром. Основную долю в их составе занимает олово – порядка 95 %. Остальная часть приходится на дополнительные компоненты.
Для выполнения низкотемпературной пайки вполне подходят дешевые припои на основе олова и свинца. Однако их не рекомендуется применять при обустройстве водопроводов, которые предназначены для подачи питьевой воды, поскольку свинец представляет собой токсичный материал.
Какой флюс лучше использовать для пайки медных труб?
В случае низкотемпературной пайки обычно применяются химические составы на основе хлорида цинка. Впрочем, пытаясь разобраться, как паять медные трубы, не стоит уделять чрезмерное внимание составу флюса. Для пайки меди достаточно приобрести любое средство, предназначенное для данных целей, например канифольно-вазелиновую пасту.
Как паять медные трубы без флюса? Выполнить прочные соединения без применения химических составов вполне реально. Однако здесь должна осуществляться высокотемпературная пайка с использованием наиболее качественных припоев на основе олова и серебра.

Процедура пайки
Как паять медные трубы? Работы выполняются в такой последовательности:
- При помощи трубореза заготовки разделяются на отрезки необходимой длины.
- Металлической щеткой и ершиком зачищаются внешние и внутренние поверхности, что будут подлежать пайке.
- Специальным расширителем увеличивается диаметр окончаний отрезков, которые планируется надвигать на другие трубы.
- На края будущих соединений равномерно наносится флюс.
- Окончания труб вставляются друг в друга. Влажной губкой удаляются остатки флюса.
- Прогревается соединение. Как только флюс изменит изначальный оттенок на серебристый, термическую обработку поверхностей необходимо прекратить.
- К будущему стыку подносится припой. Последний должен начать растекаться без прогревания горелкой, от повышенной температуры меди.
- Пайку прекращают, как только припой заполнит все пустоты в области шва.
- После остывания соединения стык протирается влажным отрезком материи, что позволяет убрать остатки припоя и флюса.

Полезные рекомендации
Существует ряд советов, которые могут пригодиться при выполнении работ. Так, мастерам, которые не имеют внушительного опыта пайки медных труб, рекомендуется предварительно потренироваться, использовав в качестве расходного материала отрезки ненужных заготовок. Как утверждают специалисты, необходимо несколько раз выполнить пробную пайку, чтобы сформировать общее представление о такой работе.
В ходе нагрева стыков горелкой важно не передерживать пламя в одной точке, поскольку его температура может достигать порядка 1000 °С. Чтобы не прожечь медь, достаточно равномерного разогрева участка на протяжении 20 секунд.
По завершении пайки необходимо выполнить тщательную промывку системы трубопровода под значительным напором воды. Только так можно убрать излишки припоя и флюса, которые застыли внутри соединений.
В заключение
Вот мы и разобрались, как паять медные трубы. При ответственном подходе к задаче и наличии необходимого инструмента справиться с такой работой способен каждый. Важно лишь предварительно потренироваться, не отклоняясь от технологии.
fb.ru