Как спаять алюминий с медью – Соединение медного и алюминиевого провода: правила и способы
Содержание:
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами. Технические трудности пайки изделий и деталей из алюминияПаять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
Подготовка к пайке алюминиевых деталейБольшое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
Выбор припоя и флюса для алюминияПрипои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии. Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения. Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие. Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности. Спаивание компонентов из алюминияПорядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт. Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
|





electric-220.ru
Как паять алюминий паяльником (видео)
Алюминий и его сплавы прочностью лишь немногим уступают стали, зато очень удобны в обработке, имеют приличный внешний вид и обладают такими отличными качествами, как теплопроводность и электропроводность. Однако наряду с этими свойствами присутствует сложность их пайки. Вопросом, как паять алюминий, задаются не только начинающие любители, но и те, кого не затрудняет пайка меди, латуни и стали.

Пайка алюминия процесс сложный, поэтому нужно знать всю его технологию.
Работать с алюминием непросто из-за его способности мгновенно окисляться на воздухе, в результате чего поверхность покрывается тонкой пленкой окисла А12О3, обладающей повышенной стойкостью к агрессивной среде. Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, или, в зависимости от способа пайки, различными путями удаляется окись.
Перед тем как паять алюминий, прибегают к механическому удалению пленки, зачищая рабочее место надфилем, но контакт алюминия с водой или воздухом приводит к первоначальному состоянию — появлению той же пленки.
Для пайки алюминия можно использовать специальный флюс.
Знатоки советуют зачищать место пайки при помощи кирпича либо песка, не удаляя пыль, а прямо на нее наносить расплавленную канифоль, затем растирать паяльником, сильно нажимая жалом. Это поможет разрушению тонкой пленки, образовавшейся до нанесения канифоли.
Также зачищенный алюминий заливается канифолью и посыпается опилками от железного гвоздя, полученными в процессе опиливания. Далее, паяльником надо залудить поверхность, тщательно потирая жалом. Железная крошка разрушит пленку, канифоль же предотвратит образование новой пленки.
Химические методы зачистки
Важно не дать зачищаемому алюминию контактировать с воздухом, для чего место пайки заливают флюсом или канифолью, при этом нагревая его. Часто мелкие элементы, например, провода, опускаются прямо в канифоль или во флюс, налитый в емкость.
Кроме механического способа удаления окиси существуют несколько так называемых химических способов.
Очистку алюминия перед пайкой можно сделать с помощью медного купароса.
Очистка с помощью медного купороса. Точка, где нужно сделать припой, зачищается надфилем, смачивается двумя или тремя каплями раствора медного купороса. Алюминиевая основа соединяется с отрицательным полюсом батарейки или аккумулятора, небольшой кусок зачищенной и соединенной с положительным полюсом медной проволоки опускается в раствор, не касаясь основы. После включения батарейки на 4,5 вольта через небольшой промежуток времени на алюминии образуется медный налет. К высохшей меди затем припаивается нужная деталь.
Применение абразивного порошка. Готовится жидкая паста путем смешивания порошка и трансформаторного масла, которая наносится на зачищенную поверхность и затем паяльником затирается до появления слоя олова.
Еще один способ — трансформаторный. Изделие подключается к его минусу, медный провод, содержащий несколько жил, подсоединяется к плюсу. После замыкания цепи произойдет микросварка алюминия с медью. Чтобы ускорить процесс, используется паяльная кислота.
Вернуться к оглавлению
Применение флюсов и припоев
Конструкция паяльника.
Для пайки больших деталей, таких как радиаторы охлаждения, используются паяльники с большой мощностью (100-200 Вт), с мелкими элементами вполне успешно справляются паяльники мощностью 60-100 Вт. Конечно, место припоя не обладает особой крепостью, ну да этого и не требуется.
В домашних условиях для спаивания алюминия подходят флюсы Ф-64, ФТБф-А, ФИМ. Конечно, можно применить в качестве флюса и аспирин, и технический вазелин, и солидол, и паяльный жир, и стеарин.
Используя специальные активные флюсы, паять легче, они хорошо справляются с оксидной пленкой при условии, что температура нагрева 250-360°С.
Припой распределяется по всей поверхности соединения, что приводит к прочному соединению частей. Флюс необходимо удалить, применяя растворители, спирт или специальную жидкость. Удобство употребления таких флюсов в том, что они применяются и для пайки никеля, меди и стали.
Как правило, для пайки алюминия применяются сплавы из 2 частей цинка и 8 частей олова, или 1 части меди и 99 частей олова, или 1 части висмута и 30 частей олова. Обычные припои ПОС. 40 и ПОС. 60 также справляются с поставленной задачей.
Небольшие отверстия (диаметром не более 7 мм) в алюминиевой посуде можно запаять и без паяльника. Имеющуюся эмаль вокруг дырки следует отбить на 5 мм, слегка постукивая молотком. Теперь надо с помощью напильника или наждачной бумаги до блеска начистить металл, применяя крошку канифоли или паяльную кислоту, положить в кастрюлю на отверстие кусочек олова и нагреть над спиртовкой, которая обеспечивает точечный нагрев, не разрушая оставшуюся эмаль. Металл, расплавляясь, полностью закроет отверстие.
Так что, имея желание, можно и в домашних условиях паять алюминии.
moiinstrumenty.ru
Соединение медного и алюминиевого провода: правила и способы
Любая кабельная продукция имеет токопроводящую жилу, выполненную из алюминия или меди. Так как эти материалы обладают хорошей токопроводимостью, теплоотдачей и стоят недорого, то при монтаже и подключении довольно часто возникает необходимость соединения этих двух разных по химическому составу элементов электрических цепей. Согласно правилам устройства электроустановок (ПУЭ) простая скрутка между собой двух проводов разного материала запрещена, если нет последующей пайки или сварки. Однако, существуют и более действенные способы для выполнения данной процедуры как в домашних условиях, так и на производстве. В этой статье мы расскажем, как правильно выполнить соединение медного и алюминиевого провода и каких ошибок не следует допускать.
Какие проблемы могут возникнуть при соединении алюминия и меди
Не так давно электропроводку в квартире или частном доме выполняли из алюминиевого провода, так как её было достаточно чтобы обеспечить питанием все существующие немногочисленные электроприборы. С развитием мира электроники и бытовой техники появилась тенденция роста нагрузки на электрические цепи. Соответственно возникла необходимость соединения старой и новой проводки.

При касании алюминия и меди возникает химическая реакция, которая впоследствии ухудшает электрический контакт, место подключения начинает греться и в итоге может стать причиной возгорания проводки и даже пожара. При повышенной окружающей влажности этот процесс происходит достаточно быстро, так как между проводниками образуется тонкая плёнка, обладающая высоким сопротивление, следствием чего является нагрев и обрыв цепи. Но всё же каждый электрик знает как соединить алюминиевый провод с медным, чтобы в дальнейшем избежать неприятной ситуации.
На видео ниже наглядно показаны последствия небезопасного контакта между медью и алюминием:
В любом случае рекомендуется заменить старую проводку на новую, которая будет иметь нагрузочную способность, соответствующую текущему потреблению электроприборов. Если нет возможности полностью заменить проводку на новую, то выполняют частичную замену проводки. В таком случае и возникает необходимость соединения старой и новой электропроводки – медного и алюминиевого проводов.
Способы соединения разных проводов
Существует несколько основных общепринятых распространённых приспособлений, которые дают возможность ликвидировать непосредственный контакт между двумя материалами, действующими друг на друга агрессивно. Рассмотрим каждый отдельно.
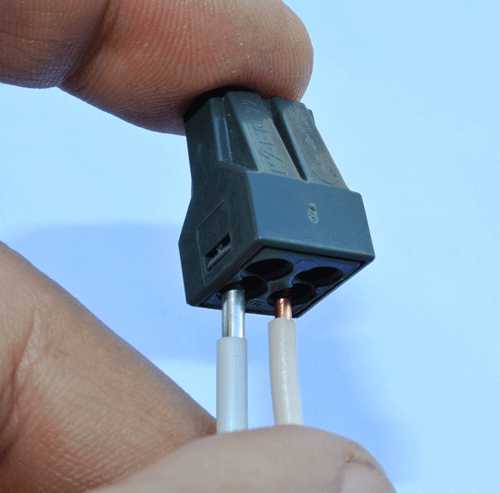
Клеммные колодки
Клеммные колодки могут быть оснащены болтовым или зажимным механизмом соединения. Данная конструкция даёт подключение к одному выводу алюминиевого, а к другому медного токопроводящего материала, которые контактируют между собой через стальную пластину. Пластина изготовлена из нейтрального металла, который не вступает в реакцию с медью и алюминием – обычно это латунные пластины либо медные луженые пластины. Клеммной колодкой с зажимным механизмом чаще всего соединяются жилы контрольного кабеля, с небольшими токами в цепи. Например, широко применяемой клеммой Wago 2273, можно соединить одновременно от двух до восьми проводников разного сечения, выполнить крепёж на DIN-рейку с помощью специального монтажного адаптера.
Болтовой зажим в колодках более надёжен и применяется в силовых не высоковольтных цепях. Чаще всего он осуществляется с помощью «ореха». Это небольшая разветвительная коробка, выполненная из диэлектрического материала, в форме напоминающего грецкий орех, внутри которого расположен блок металлических пластин, через которые и происходит контакт между алюминиевыми и медными проводами. Все эти вышеописанные способы относятся к разъёмным соединениям, то есть для многоразового подключения и отключения, в случае необходимости.

На примере наглядно показывается выполненное скрепление меди и алюминия в распределительной коробке за счет использования латунных клеммников:
О том, как соединить провода клеммами WAGO, читайте в нашей отдельной публикации!
Метод опрессовки
Иногда, при прокладке и монтаже электропроводки, появляется необходимость в выполнении качественного неразъёмного соединения медных и алюминиевых проводов опрессовкой с помощью гильз. Чаще она встречается на вводе в электрический шкаф, распределительное устройство или при соединении кабеля с уже установленным агрегатом, где нельзя выполнить замену алюминия на медь, и наоборот.
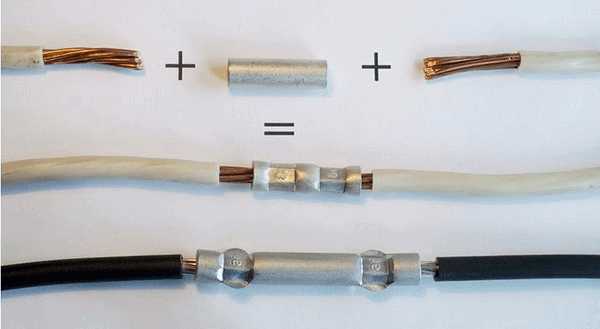
Такой вид подсоединения проводников является более затратным, так как требует специального инструмента. Но в то же время, при проведении многочисленных монтажных работ такого плана, профессионалы часто выбирают именно его. Также многие рекомендуют заклёпочник как альтернативу неразъемному соединению, однако, контакт со временем в данном месте может теряться из-за недостаточного зажатия и при вибрации. Опрессовка проводов гильзами обеспечивает более надёжный и долговечный контакт. Таким методом на производстве скрепляют медные и алюминиевые жилы даже к особо мощным и высоковольтным потребителям. Для выполнения этих работ необходим специальный инструмент и особые медно-алюминиевые гильзы. Их сжим может выполняться даже с помощью обычного молотка и металлических накладок, что не совсем правильно, или же существует профессиональный ручной гидравлический пресс.

Таким сжимом рекомендуется пользоваться не только при опрессовке гильз, но и наконечников. Кстати, они тоже могут быть выполнены наполовину из меди и алюминия, для подключения, например, алюминиевого кабеля к двигателю, который имеет медные выводы.

Обычно алюмомедные гильзы используют для соединения жил кабелей большого сечения. При небольших сечениях, например, в домашней электропроводке, выполняется опрессовка нескольких проводников одной гильзой. В данном случае нельзя опрессовывать медные и алюминиевые жилы одной гильзой, так как при этом два металла будут контактировать между собой. Можно залудить медные жилы и тогда соединять их опрессовкой с алюминиевыми проводниками.
Болтовое соединение
Очень часто при работе с электропроводкой у простого человека, не занимающегося электромонтажными работами, в домашних условиях может появиться экстренная необходимость в создании хорошего и надёжного контакта между алюминиевым и медным проводом. Бежать в магазин для покупки специального инструмента и материалов не целесообразно при выполнении разовых работ, а их нужно сделать и при этом качественно.
Тогда имеет смысл воспользоваться обычным болтом с гайкой и несколькими шайбами. Главное, в этом методе — это разделить шайбами два металла, агрессивных друг к другу, так как показано на рисунке внизу.

Болтовое соединение алюминиевого и медного провода можно выполнить в распределительной коробке, которая является неотъемлемой частью любой проводки как в доме, так и в квартире. Таким образом, через болт с лёгкостью и достаточно качественно соединяются даже провода с разными жилами по сечению.
На видео наглядно показывается, как соединить жилы разного материала болтом:
Похожий способ, о котором мы рассказывали выше — применение заклепочника. Ниже наглядно показывается, как соединить провода заклепкой:
Есть еще вариант применения алюмомедных наконечников и алюмомедных шайб. Можно опрессовать алюминиевый кабель таким наконечником и подсоединять к медной шине. Либо при использовании алюмомедной шайбы можно опрессовать алюминиевый кабель обычным алюминиевым кабельным наконечником и подключить на шину через данную шайбу.
Особенности соединения жил на улице
При монтаже кабельной линии по улице все элементы соединения подвержены воздействию внешних негативных факторов, таких как снег, обледенение, дождь и т. д. Поэтому для выполнения таких работ необходима только герметично закрывающаяся конструкция, устойчивая к ультрафиолетовым лучам и низким температурам. Осуществляя подключения на столбе, крыше и в другом открытом месте чаще всего применяются прокалывающие зажимы. Возможно вам будет интересно более подробно узнать, как соединить СИП с медным кабелем на улице, т.к. в этом случае как раз происходит соединение алюминия и меди на открытом воздухе.
В помещениях при прокладке кабеля в стене под штукатуркой кабель укладывается в штробе цельным, и любое соединение даже однородных металлов нежелательно. Всё подключения в розетке или распределительной коробке выполняются любым вышеописанным способом, подходящим для каждой индивидуальной ситуации.
Распространённые ошибки, полезные советы и правила
К вашему вниманию несколько полезных советов, позволяющих безопасно соединить алюминиевый провод с медным между собой:
- Перед тем как соединить жилы пайкой нужно знать, что медь залудить будет очень просто, а алюминий только с помощью специального припоя.
- Нельзя слишком сильно сжимать места соединения как многожильных, так и одножильных проводников. В противном случае возникнет деформация и повреждение жил.
- Всегда стоит соблюдать маркировку и правильно подбирать клеммники в зависимости от сечения жилы и типа установки (в помещении или же на улице).
- Ни в коем случае не используйте для соединения алюминиевой и медной проводки обычные скрутки. Это один из самых небезопасных способов коммутации жил, который чаще всего приводит к пожару.
Это и все, что мы хотели рассказать вам о том, как выполнить соединение медного и алюминиевого провода. Надеемся, предоставленные способы и правила помогли вам понять всю сущность работ!
Будет полезно прочитать:
samelectrik.ru
Как спаять медный провод с медным?
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода



Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
otoplenie-help.ru
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.

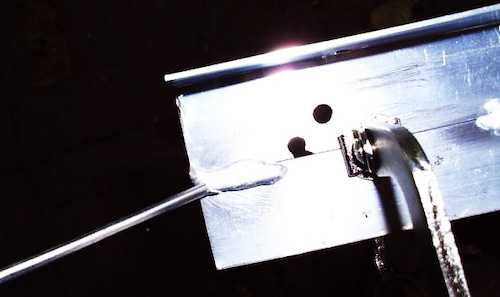
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.

Характеристики флюсов для пайки мягкими припоями
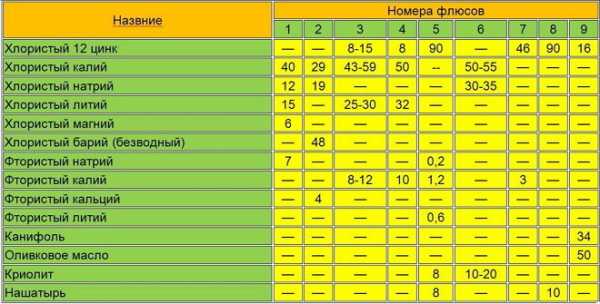
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org